Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
Kennametal a su servicio
Kennametal a su servicio
Downloaded file will be available after import in the {{cadTool}} tool library.


 Drilling
Drilling Drilling: Stacked Plates
Drilling: Stacked Plates Avellanado/Biselado
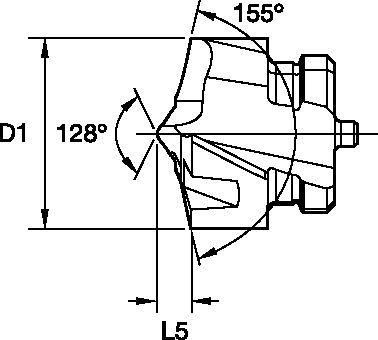
Avellanado/Biselado Dimensiones de la herramienta: 2 canales/2 márgenes/refrigerante
Dimensiones de la herramienta: 2 canales/2 márgenes/refrigerante| Tolerance • Metric | |
| D1 metric | tolerance n8 |
| 6 | +0,008/ +0,026 |
| +0,010/ +0,032 | |
| +0,012/ +0,039 | |
| +0,015/ +0,048 | |
| Tolerance • Inch | |
| D1 inch | tolerance n8 |
| 0.2362 | +0.00031/ +0.00102 |
| +0.00039/ +0.00126 | |
| +0.00047/ +0.00154 | |
| +0.00059/ +0.00189 | |
| Application Data B27_HPR Series Grade KCK10A • Through Coolant • Inch | |||||||||||
| KCK10A | Feed rate (f) = IPR by diameter | ||||||||||
| Velocidad de corte | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 1/2 | 9/16 | 5/8 | |||
| Grupo de materiales | Mín | Valor inicial | Máx. | .125 | .188 | .250 | .313 | .375 | .500 | .551 | .625 |
| P | |||||||||||
| P0 | 330 | 330 | 410 | 0.005 | 0.006 | 0.006 | 0.008 | 0.008 | 0.01 | 0.012 | 0.013 |
| P1 | 300 | 330 | 360 | 0.006 | 0.006 | 0.007 | 0.009 | 0.01 | 0.012 | 0.014 | 0.016 |
| P2 | 300 | 330 | 360 | 0.006 | 0.006 | 0.007 | 0.009 | 0.01 | 0.012 | 0.014 | 0.016 |
| P3 | 260 | 310 | 360 | 0.006 | 0.006 | 0.007 | 0.009 | 0.01 | 0.012 | 0.014 | 0.016 |
| P4 | 260 | 300 | 360 | 0.006 | 0.006 | 0.007 | 0.009 | 0.01 | 0.012 | 0.014 | 0.016 |
| P5 | 200 | 260 | 300 | 0.001 | 0.002 | 0.002 | 0.002 | 0.003 | 0.004 | 0.005 | 0.006 |
| P6 | 200 | 230 | 260 | 0.001 | 0.002 | 0.002 | 0.002 | 0.003 | 0.004 | 0.005 | 0.006 |
| K | |||||||||||
| K1 | 260 | 330 | 390 | .006 | .007 | .008 | .009 | .011 | .013 | .015 | .018 |
| K2 | 260 | 300 | 330 | .006 | .006 | .007 | .009 | .010 | .012 | .014 | .016 |
| K3 | 200 | 300 | 390 | .006 | .006 | .007 | .009 | .010 | .012 | .014 | .016 |
| For MQL applications in P1-P4: Vc: 50% of through coolant data; f: 120% of through hole coolant data | |||||||||||
| Grupo de materiales | Velocidad de corte | Pulgadas | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 315 | 415 | 575 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 |
| 1 | 300 | 430 | 560 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 | |
| 2 | 330 | 460 | 590 | IPR | .004 | .004 | .005 | .006 | .007 | .007 | .009 | .011 | .011 | |
| 3 | 200 | 330 | 430 | IPR | .004 | .004 | .005 | .006 | .006 | .007 | .009 | .012 | .012 | |
| 4 | 200 | 330 | 430 | IPR | .004 | .004 | .005 | .006 | .006 | .007 | .009 | .010 | .010 | |
| 5 | 200 | 260 | 330 | IPR | .004 | .004 | .004 | .005 | .006 | .006 | .008 | .009 | .010 | |
| 6 | 200 | 230 | 260 | IPR | .004 | .004 | .004 | .005 | .006 | .006 | .008 | .009 | .010 | |
| K | 1 | 260 | 400 | 560 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 |
| 2 | 260 | 360 | 390 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 | |
| 3 | 160 | 260 | 330 | IPR | .004 | .005 | .005 | .006 | .007 | .008 | .011 | .013 | .013 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 |
| 1 | 90 | 130 | 170 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 2 | 100 | 140 | 180 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 3 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,30 | 0,31 | |
| 4 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,25 | 0,26 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| 6 | 60 | 70 | 80 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| K | 1 | 80 | 120 | 170 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 80 | 110 | 120 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 50 | 80 | 100 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 95 | 125 | 175 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 |
| 1 | 90 | 130 | 170 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 2 | 100 | 140 | 180 | mm/r | 0,10 | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,24 | 0,28 | 0,29 | |
| 3 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,30 | 0,31 | |
| 4 | 60 | 100 | 130 | mm/r | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,18 | 0,23 | 0,25 | 0,26 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| 6 | 60 | 70 | 80 | mm/r | 0,09 | 0,10 | 0,11 | 0,12 | 0,14 | 0,16 | 0,20 | 0,24 | 0,25 | |
| K | 1 | 80 | 120 | 170 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 80 | 110 | 120 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 50 | 80 | 100 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 |
| 2 | 30 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 3 | 20 | 50 | 60 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| Grupo de materiales | Velocidad de corte | Pulgadas | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| M | 1 | 160 | 200 | 300 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 |
| 2 | 100 | 200 | 300 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 | |
| 3 | 70 | 160 | 200 | IPR | .003 | .003 | .004 | .004 | .005 | .005 | .006 | .007 | .008 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| M | 1 | 50 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 |
| 2 | 30 | 60 | 90 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| 3 | 20 | 50 | 60 | mm/r | 0,07 | 0,08 | 0,09 | 0,11 | 0,12 | 0,13 | 0,16 | 0,19 | 0,20 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Grupo de materiales | Velocidad de corte | Pulgadas | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| K | 1 | 330 | 570 | 660 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 |
| 2 | 330 | 520 | 590 | IPR | .005 | .005 | .006 | .007 | .009 | .010 | .012 | .014 | .015 | |
| 3 | 230 | 280 | 390 | IPR | .004 | .005 | .005 | .006 | .007 | .008 | .011 | .013 | .013 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| K | 1 | 100 | 175 | 200 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 |
| 2 | 100 | 160 | 180 | mm/r | 0,12 | 0,14 | 0,16 | 0,19 | 0,23 | 0,26 | 0,30 | 0,36 | 0,37 | |
| 3 | 70 | 85 | 120 | mm/r | 0,11 | 0,13 | 0,15 | 0,17 | 0,19 – 0,42 | 0,21 | 0,28 | 0,32 | 0,33 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/r | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/r | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Grupo de materiales | Velocidad de corte | Pulgadas | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 1/4 0,250 | 5/16 0,313 | 3/8 0,375 | 1/2 0,500 | 5/8 0,625 | 3/4 0,750 | |||
| S | 4 | 30 | 40 | 70 | IPR | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 |
| N | 1 | 330 | 750 | 890 | IPR | 0.005–0.009 | 0.006–0.009 | 0.008–0.011 | 0.009–0.013 | 0.011–0.016 | 0.013–0.019 |
| 2 | 330 | 720 | 890 | IPR | 0.006–0.009 | 0.006–0.011 | 0.008–0.013 | 0.009–0.014 | 0.011–0.017 | 0.013–0.021 | |
| 3 | 300 | 590 | 750 | IPR | 0.005–0.009 | 0.006–0.009 | 0.008–0.011 | 0.009–0.013 | 0.011–0.016 | 0.013–0.019 | |
| 4 | 300 | 430 | 660 | IPR | 0.004–0.007 | 0.006–0.011 | 0.008–0.013 | 0.009–0.014 | 0.011–0.016 | 0.013–0.019 | |
| C | 4 | 230 | 360 | 460 | IPR | 0.001-0.004 | 0.002-0.005 | 0.002-0.006 | 0.002-0.007 | 0.002-0.008 | 0.003-0.009 |
| 4 | 30 | 40 | 70 | IPR | 0.001-0.003 | 0.001-0.004 | 0.002-0.005 | 0.002-0.006 | 0.002-0.007 | 0.002-0.008 | |
| 4 | 30 | 70 | 130 | IPR | 0.001-0.003 | 0.001-0.004 | 0.002-0.005 | 0.002-0.006 | 0.002-0.007 | 0.002-0.008 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Grupo de materiales | Velocidad de corte | Pulgadas | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 1/4 0,250 | 5/16 0,313 | 3/8 0,375 | 1/2 0,500 | 5/8 0,625 | 3/4 0,750 | |||
| C | 1 | 260 | 330 | 490 | IPR | 0,002 | 0,002 | 0,002 | 0,002 | 0,002 | 0,002 |
| Grupo de materiales | Velocidad de corte | Sistema métrico | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 | 0,05 |
| Grupo de materiales | Velocidad de corte | Sistema métrico | |||||||||
| Rango | Avance recomendado por rev. | ||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| C | 1 | 80 | 100 | 150 | mm/r | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 | 0.05~0.20 |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
| Grupo de materiales | Velocidad de corte | Pulgadas | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | .236 | .315 | .394 | .472 | .551 | .630 | .787 | .945 | 1.023 | |||
| P | 0 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 |
| 1 | 360 | 460 | 560 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 2 | 330 | 400 | 460 | IPR | 0.004–0.007 | 0.004–0.009 | 0.005–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.012 | 0.008–0.013 | 0.009–0.015 | 0.009–0.016 | |
| 3 | 260 | 330 | 400 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 4 | 230 | 330 | 360 | IPR | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.008–0.012 | 0.008–0.014 | 0.009–0.014 | |
| 5 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| 6 | 200 | 260 | 330 | IPR | 0.004–0.006 | 0.004–0.007 | 0.004–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.007–0.011 | 0.007–0.013 | 0.008–0.013 | |
| M | 1 | 130 | 200 | 260 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 |
| 2 | 120 | 180 | 230 | IPR | 0.003–0.005 | 0.003–0.006 | 0.004–0.006 | 0.004–0.007 | 0.005–0.008 | 0.005–0.009 | 0.006–0.009 | 0.006–0.010 | 0.006–0.011 | |
| K | 1 | 300 | 400 | 580 | IPR | 0.005-0.008 | 0.006-0.009 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.019 | 0.011-0.020 |
| 2 | 260 | 360 | 460 | IPR | 0.005–0.008 | 0.006–0.009 | 0.006–0.011 | 0.007–0.013 | 0.008–0.014 | 0.009–0.016 | 0.010–0.017 | 0.011–0.019 | 0.011–0.020 | |
| 3 | 230 | 260 | 330 | IPR | 0.004-0.007 | 0.005-0.009 | 0.006-0.010 | 0.006-0.011 | 0.007-0.013 | 0.008-0.014 | 0.009-0.016 | 0.010-0.017 | 0.011-0.018 | |
| Grupo de materiales | Velocidad de corte | Sistema métrico | ||||||||||||
| Rango | Avance recomendado por rev. | |||||||||||||
| Mín | Valor inicial | Máx. | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 20,0 | 24,0 | 26,0 | |||
| P | 0 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 |
| 1 | 110 | 140 | 170 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 2 | 100 | 120 | 140 | mm/r | 0,10–0,19 | 0,11–0,22 | 0,13–0,24 | 0,15–0,26 | 0,17–0,29 | 0,19–0,31 | 0,21–0,34 | 0,23–0,38 | 0,24–0,40 | |
| 3 | 80 | 100 | 120 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 4 | 70 | 90 | 110 | mm/r | 0,10–0,17 | 0,11–0,20 | 0,12–0,22 | 0,14–0,24 | 0,16–0,26 | 0,18–0,28 | 0,20–0,31 | 0,21–0,35 | 0,22–0,36 | |
| 5 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| 6 | 60 | 80 | 100 | mm/r | 0,09–0,16 | 0,10–0,18 | 0,11–0,20 | 0,13–0,22 | 0,15–0,24 | 0,16–0,26 | 0,18–0,29 | 0,19–0,33 | 0,20–0,34 | |
| M | 1 | 40 | 60 | 80 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 |
| 2 | 35 | 55 | 70 | mm/r | 0,07–0,12 | 0,08–0,14 | 0,09–0,16 | 0,11–0,18 | 0,12–0,20 | 0,13–0,22 | 0,14–0,24 | 0,15–0,26 | 0,16–0,27 | |
| K | 1 | 90 | 120 | 175 | mm/r | 0,12-0,21 | 0,14-0,24 | 0,16-0,28 | 0,18-0,32 | 0,20-0,36 | 0,22-0,40 | 0,25-0,44 | 0,28-0,48 | 0,29-0,50 |
| 2 | 80 | 110 | 140 | mm/r | 0,12–0,21 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,36 | 0,22–0,40 | 0,25–0,44 | 0,28–0,48 | 0,29–0,50 | |
| 3 | 70 | 80 | 100 | mm/r | 0,11-0,19 | 0,13-0,22 | 0,14-0,25 | 0,16-0,28 | 0,18-0,32 | 0,21-0,36 | 0,23-0,40 | 0,26-0,44 | 0,27-0,46 | |
ISO catálogo
ANSI catálogo
to find similar products.Please select a file to download
Models
Product data
I have read and accepted the Terms & Conditions of use
Can’t find the file type you’re looking for?
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO catálogo | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?