Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
Downloaded file will be available after import in the {{cadTool}} tool library.

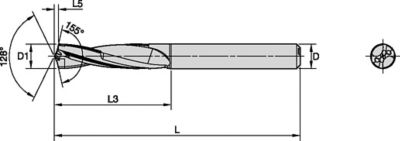
 Drilling
Drilling Drilling: Stacked Plates
Drilling: Stacked Plates| Tolerancja • Calowe | ||
| zakres rozmiarów nominalnych | D1 tolerancja k6 | D tolerancja h6 |
| .0000/.0004 | .0000/-.0003 | |
| .0000/.0004 | .0000/-.0004 | |
| .0000/.0005 | .0000/-.0004 | |
| .0000/.0006 | .0000/-.0005 | |
| Tolerancja • Metryczne | ||
| zakres rozmiarów nominalnych | D1 tolerancja k6 | D tolerancja h6 |
| 0,001/0,009 | 0,000/-0,008 | |
| 0,001/0,010 | 0,000/-0,009 | |
| 0,001/0,012 | 0,000/-0,011 | |
| 0,002/0,015 | 0,000/-0,013 | |
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||||
| Zakres prędkości skrawania [SFM] | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| 3 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| 4 | 30 | 80 | 160 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| S | 4 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| N | 1 | 330 | 750 | 890 | IPR | .005 | .006 | .007 | .008 | .011 | .013 | .015 | .017 |
| 2 | 330 | 720 | 890 | IPR | .006 | .006 | .007 | .009 | .011 | .013 | .015 | .018 | |
| 3 | 300 | 590 | 750 | IPR | .005 | .006 | .006 | .008 | .011 | .013 | .015 | .017 | |
| 4 | 300 | 430 | 660 | IPR | .004 | .005 | .006 | .006 | .007 | .008 | .009 | .011 | |
| Grupa materiałowa |  |  | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| S | 4 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13 | 0,14 | 0,17 | 0,21 | 0,27 | 0,33 | 0,37 | 0,43 |
| 2 | 100 | 220 | 270 | mm/r | 0,14 | 0,15 | 0,17 | 0,22 | 0,29 | 0,34 | 0,39 | 0,45 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13 | 0,14 | 0,16 | 0,20 | 0,28 | 0,33 | 0,38 | 0,44 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,24 | 0,28 | |
| Grupa materiałowa | |  | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| S | 4 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| N | 1 | 100 | 230 | 270 | mm/r | 0,13 | 0,14 | 0,17 | 0,21 | 0,27 | 0,33 | 0,37 | 0,43 |
| 2 | 100 | 220 | 270 | mm/r | 0,14 | 0,15 | 0,17 | 0,22 | 0,29 | 0,34 | 0,39 | 0,45 | |
| 3 | 90 | 180 | 230 | mm/r | 0,13 | 0,14 | 0,16 | 0,20 | 0,28 | 0,33 | 0,38 | 0,44 | |
| 4 | 90 | 130 | 200 | mm/r | 0,10 | 0,12 | 0,14 | 0,16 | 0,18 | 0,20 | 0,24 | 0,28 | |
| Grupa materiałowa |  |  | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 80 | 120 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 10 | 15 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 15 | 25 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| Grupa materiałowa | | | |||||||||||
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||||
| Zakres prędkości skrawania [SFM] | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Min. | Wartość początkowa | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 260 | 390 | IPR | 0.000–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 |
| 3 | 30 | 30 | 50 | IPR | 0.001–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 | |
| 4 | 30 | 50 | 80 | IPR | 0.001–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 | |
| | ||||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Grupa materiałowa | Min. | Wartość początkowa | Maks. | 3.0 | 4.0 | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | ||
| C | 2 | 15 | 80 | 120 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 |
| 3 | 10 | 10 | 15 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| 4 | 10 | 15 | 25 | mm/dev | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| Grupa materiałowa | |  | |||||||||||
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||||
| Zakres prędkości skrawania [SFM] | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Min. | Wartość początkowa | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 50 | 390 | 490 | IPR | 0.000–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 |
| 3 | 30 | 50 | 80 | IPR | 0.001–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 | |
| 4 | 30 | 80 | 160 | IPR | 0.001–0.002 | 0.001–0.003 | 0.001–0.004 | 0.002–0.005 | 0.002–0.006 | 0.002–0.007 | 0.002–0.008 | 0.003–0.009 | |
| Grupa materiałowa | | | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 15 | 120 | 150 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 |
| 3 | 10 | 15 | 25 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| 4 | 10 | 25 | 50 | mm/obr. | 0,01–0,05 | 0,02–0,07 | 0,03–0,10 | 0,04–0,12 | 0,05–0,15 | 0,05–0,18 | 0,06–0,21 | 0,07–0,23 | |
| | ||||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecana wartość prędkości posuwu w zależności od średnicy (f) | ||||||||||||
| Grupa materiałowa | Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| N | 1 | 120 | 230 | 450 | mm/ot. | 0.12 | 0.13 | 0.15 | 0.19 | 0.26 | 0.31 | 0.41 | 0.44 |
| 2 | 120 | 220 | 350 | mm/ot. | 0.13 | 0.14 | 0.16 | 0.20 | 0.28 | 0.33 | 0.44 | 0.48 | |
| 3 | 100 | 180 | 400 | mm/ot. | 0.13 | 0.14 | 0.16 | 0.20 | 0.28 | 0.33 | 0.44 | 0.48 | |
| 4 | 100 | 130 | 300 | mm/ot. | 0.10 | 0.12 | 0.14 | 0.16 | 0.18 | 0.20 | 0.24 | 0.28 | |
| C | 2 | 15 | 120 | 150 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 |
| 3 | 10 | 15 | 25 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| 4 | 10 | 25 | 50 | mm/ot. | 0.01 | 0.02 | 0.03 | 0.04 | 0.05 | 0.05 | 0.06 | 0.07 | |
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||
| Zakres prędkości skrawania [SFM] | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 230 | 360 | 460 | IPR | .001 | .002 | .002 | .002 | .002 | .003 |
| Grupa materiałowa | |  |  | ||||||||
| Prędkość skrawania | Metryczne | ||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | |||||||||
| 70 | 110 | 140 | |||||||||
| Grupa materiałowa | | | |||||||||
| Prędkość skrawania | Metryczne | ||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 70 | 110 | 140 | mm/tr | 0.03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| Grupa materiałowa | Prędkość skrawania | Metryczne | |||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| S | 4 | 10 | 13 | 20 | mm/obr. | 0,02–0,08 | 0,03–0,10 | 0,04–0,12 | 0,05–0,16 | 0,05–0,18 | 0,06–0,20 |
| N | 1 | 100 | 230 | 270 | mm/obr. | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 100 | 220 | 270 | mm/obr. | 0,14–0,23 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| 3 | 90 | 180 | 230 | mm/obr. | 0,13–0,22 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 | |
| 4 | 90 | 130 | 200 | mm/obr. | 0,10–0,18 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,52 | |
| C | 2 | 70 | 110 | 140 | mm/obr. | 0,03-0,10 | 0,04-0,12 | 0,05-0,15 | 0,05-0,18 | 0,06-0,21 | 0,07-0,23 |
| 3 | 10 | 13 | 20 | mm/obr. | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| 4 | 10 | 20 | 40 | mm/obr. | 0,02-0,08 | 0,03-0,10 | 0,04-0,12 | 0,05-0,16 | 0,05-0,18 | 0,06-0,20 | |
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||
| Zakres prędkości skrawania [SFM] | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| S | 4 | 30 | 40 | 70 | Cale/obrót | .001–.003 | .001–.004 | .002–.005 | .002–.006 | .002–.007 | .002–.008 |
| N | 1 | 330 | 750 | 890 | Cale/obrót | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 330 | 720 | 890 | Cale/obrót | .006–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 750 | Cale/obrót | .005–.009 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 | |
| 4 | 300 | 430 | 660 | Cale/obrót | .004–.007 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| C | 4 | 230 | 360 | 460 | Cale/obrót | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | .003-.009 |
| 4 | 30 | 40 | 70 | Cale/obrót | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| 4 | 30 | 70 | 130 | Cale/obrót | .001-.003 | .001-.004 | .002-.005 | .002-.006 | .002-.007 | .002-.008 | |
| Grupa materiałowa | Prędkość skrawania | Metryczne | |||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||
| Min. | Wartość początkowa | Maks. | 6.0 | 8.0 | 10.0 | 12.0 | 16.0 | 20.0 | |||
| S | 4 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 |
| N | 1 | 100 | 230 | 270 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 |
| 2 | 100 | 220 | 270 | mm/r | 0.14~0.23 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| 3 | 90 | 180 | 230 | mm/r | 0.13~0.22 | 0.16~0.24 | 0.20~0.28 | 0.24~0.32 | 0.28~0.40 | 0.32~0.48 | |
| 4 | 90 | 130 | 200 | mm/r | 0.10~0.18 | 0.16~0.28 | 0.20~0.32 | 0.24~0.36 | 0.28~0.40 | 0.32~0.52 | |
| C | 2 | 70 | 110 | 140 | mm/r | 0.03~0.10 | 0.04~0.12 | 0.05~0.15 | 0.05~0.18 | 0.06~0.21 | 0.07~0.23 |
| 3 | 10 | 13 | 20 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| 4 | 10 | 20 | 40 | mm/r | 0.02~0.08 | 0.03~0.10 | 0.04~0.12 | 0.05~0.16 | 0.05~0.18 | 0.06~0.20 | |
| Grupa materiałowa | |  | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| Grupa materiałowa | Prędkość skrawania | Calowe | |||||||||||
| Zakres prędkości skrawania [SFM] | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| C | 2 | 260 | 390 | 490 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 |
| 3 | 30 | 50 | 80 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| 4 | 30 | 80 | 160 | IPR | .001 | .001 | .001 | .002 | .002 | .002 | .002 | .003 | |
| Grupa materiałowa | | | |||||||||||
| Prędkość skrawania | Metryczne | ||||||||||||
| Zakres prędkości skrawania | Zalecane posuwy na obrót | ||||||||||||
| Min. | Wartość początkowa | Maks. | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| C | 2 | 80 | 120 | 150 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 |
| 3 | 10 | 15 | 25 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
| 4 | 10 | 25 | 50 | mm/r | 0,01 | 0,02 | 0,03 | 0,04 | 0,05 | 0,05 | 0,06 | 0,07 | |
Oznaczenie katalogowe ISO
Oznaczenie katalogowe ANSI
to find similar products.Please select a file to download
Models
Product data
I have read and accepted the Terms & Conditions of use
Can’t find the file type you’re looking for?
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | Oznaczenie katalogowe ISO | Gatunek |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?